Torrington – Tungsten and Topaz
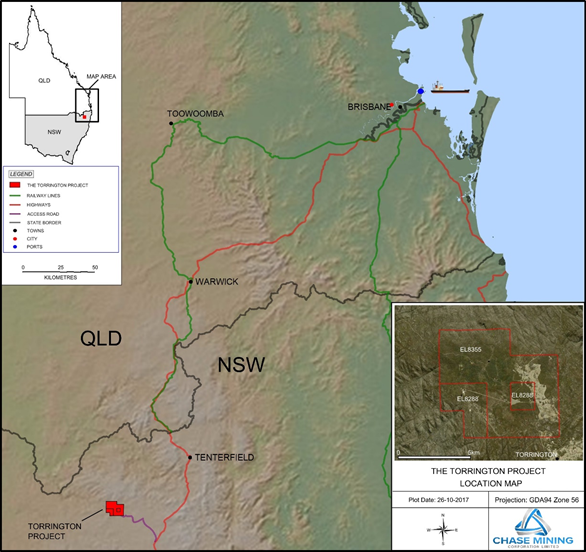
The Company, through its wholly owned subsidiary Torrington Minerals Pty Ltd (TMPL), has an advanced Topaz-Tungsten project near Torrington, 60km SSW of Tenterfield where it is focused on the recovery of Tungsten and Topaz concentrates from large deposits of outcropping silexite.
Acquisition:
On 15 April 2015 Green Critical Minerals Limited (the Company) announced that its’ wholly owned subsidiary Torrington Minerals Pty Limited had agreed to acquire EL8258 and EL8355 from Resolve Geo Pty Ltd (Resolve).
Rationale and Resources:
As a result of Corporate changes following the Company’s EGM in November 2014 and disposal of its existing exploration portfolio, the Company’s new Board and management sought to acquire a metallurgically simple and near production project. The Torrington tungsten-topaz appeared to be the ideal project given Resolve had outlined shallow combined Indicated and Inferred JORC 2012 resources of 2,247t WO3 at a contained grade of 0.2% and 198,500t topaz at a contained grade of 17% at the Wild Kate and Mount Everard prospects. The JORC report indicated that there was potential to substantially increase the resources through additional drilling (ASX Announcement 15 April 2015).
The Torrington Project then became the sole focus of the Company from mid-2015.
Under the terms of the acquisition Resolve was contracted to complete an update of the mineral resource utilising a recently flown LiDAR survey to provide an accurate topographic surface and allow delineation of volumes associated with previous mining operations. The updated Indicated and Inferred JORC 2012 resources of 4,965t WO3 at a contained grade of 0.23% (ASX Announcement 12 August 2015).
Summary overview of the project:
The reader is referred to the ASX Announcements, Quarterly and Annual Reports for general information and the more recent UNSW research update reports released on the ASX for more comprehensive information.
Silexite is nominally 80% quartz and 20% topaz plus variable levels of tungsten (wolframite and ferberite) mineralisation. Metallurgical testwork and the resultant process flowsheet shows that crushing of silexite to minus 1mm followed by water (or air) based gravity separation and concentration processes followed by magnetic clean-up results in excellent recovery of both Tungsten and Topaz saleable products.
Topaz is an alumina silicate mineral that given its hardness can be used in abrasive applications, especially in high-pressure water cutting and as a raw material for castable refractory and ceramic production. It can also be used to produce castable mullite and to produce mullite fibre for use in the specialist metals / ceramic composite markets. The latter has been the subject of a recently concluded 4-year research project at the UNSW which resulted in several proof-of-concept trajectory applications, including for instance in the production of military vehicle and personnel armour, friction (brake) pads and catalytic converters.
GEOLOGY:
The Torrington Project lies within the Mole Granite and covers most of the Torrington Pendant, an elliptical ~30km2 discontinuous body of Early Permian indurated metasediments of siltstone, mudstone, sandstone, and conglomerate.
Mole Granite:
The Mole Granite is a member of the Mole Supersuite of leucogranites in the southern region of the NEO, and as a group are the main mineralising granites in the region, with the Mole Granite being the most significant mineraliser in the whole New England region with over 2,000 known mineral occurrences (Henley & Brown 1998). The Mole granite has been described as a silica-rich (74 to 78%), fractionated quartz-feldspar-biotite leucogranite, coarse to very coarse grained, with some late-stage microgranite dykes and plugs (Brown 2006, Plimer et al. 1995). Although most often described as a granite with I-type affinities in the scientific literature (Brown 2006, Henley & Brown 1998), Plimer et al. 1995 describe it as having neither I-type or S-type characteristics and suggest it separated later than coeval I-type granites in the region some of which have been intruded by the Mole Granite as a result of the major NE-EW shear couple.
The body of the Mole Granite has undergone unroofing and forms a sill like mass 1 to 4km thick and covers an area of ~3,000km2 of which only ~650km2 outcrops, the rest being buried out to a distance of some 32km beyond the southern margin of outcrop (Schaltegger et al. 2005). The depth of emplacement has been estimated at ~2km. The reason for the sill-like shape of the Mole Granite is most likely its emplacement along a Mid Permian unconformity with the rocks above having a lower density than that of the Mole Granite (Henley & Brown 1998
Torrington Pendant:
The Torrington Project encompasses almost the entire Torrington Pendant, a meta-sedimentary roof pendant that has been intruded by the Mole Granite. The pendant also contains substantial silexite bodies, a quartz-topaz rock that forms as a late stage intrusive and forms sills and dykes within the metasediments and at the margins of the Mole Granite that is found almost exclusively within the Torrington Pendant. Some silexite bodies exhibit a metasomatic origin in that these silexite bodies seem to grade into the surrounding Mole Granite (Creech 1987) and has been described as a quartz-topaz greisen (Creech 1983). The silexite is massive with the appearance of a white sandstone or quartzite. The silexite contains wolframite as fine-grained disseminations, or as massive concentrations or lodes up to several tonnes (Carne 1911; Smith 1975).
TUNGSTEN (AND TOPAZ) MINERALISATION:
As above, the main host to tungsten mineralisation is silexite a quartz-topaz rock of a late intrusive phase of the Mole Granite and represents one of the world’s largest in situ topaz resources. Silexite consists nominally of 80% quartz and 20% topaz. Topaz is an alumina silicate mineral (Al2SiO4(FOH)2). Given its hardness, topaz can be used in abrasive applications, especially in high-pressure water cutting and as a raw material for castable refractory and ceramic production. It can also be used to produce castable mullite and to produce mullite fibre for use as a filler and reinforcing in composite materials (the Company in collaboration with the UNSW has been researching this for the past 4-years with proof-of-concept success achieved).
Tungsten mineralisation occurs dominantly as Ferberite (the iron rich Wolframite series end member FeWO4) and is present either as large euhedral crystals (up to 5cm long) in bungs within quartz or silexite bodies, or as disseminated fine to coarse grained euhedral-anhedral crystals throughout quartz and silexite veins and bodies (Smith 1975; Henley & Brown 1998).
Many large multi-tonne ferberite bodies have been recovered from the silexite deposits within the Torrington Pendant, one vugh containing 35t of ferberite, of which the largest single tungsten mass was 12.5t (Carne 1911; Smith 1975).
Tungsten Mining History (Summary):
Mining operations have been undertaken in the Torrington area since the late 1800s, but tungsten mining did not commence on a commercial scale until late 1903, early 1904. At that time four companies had operations over the Torrington Pendant; Torrington Ore Company Ltd covering the west and south of the pendant, Rockvale Wolfram Mines Ltd and Torrington Wolfram Pty Ltd working the eastern section of the pendant, and New Hope Wolfram Mining Co which covered the northern pendant. In 1911 BHP under its Block 14 Company Ltd subsidiary bought Torrington Ore Company and its plant and formed Block 14 Torrington N.L.
Production from Fielders Hill open pit (Torrington Ore Company Ltd) was 62,775t. Head grade ranged from 0.5% to over 1% WO3. Recovery of the wolfram was only in the range of 25 to 40%. The last 4,700t was produced by tributers in 1918 and 1919 for an average 0.9% WO3 suggesting a head grade of approximately 2% WO3.
Torrington Wolfram Pty Ltd on the eastern side of the pendant was recovering 0.25% WO3 in 1911 from their operations (Locks & Trewellas), it has been reported that their processing plant was inefficient which means a probable 1% WO3 head grade.
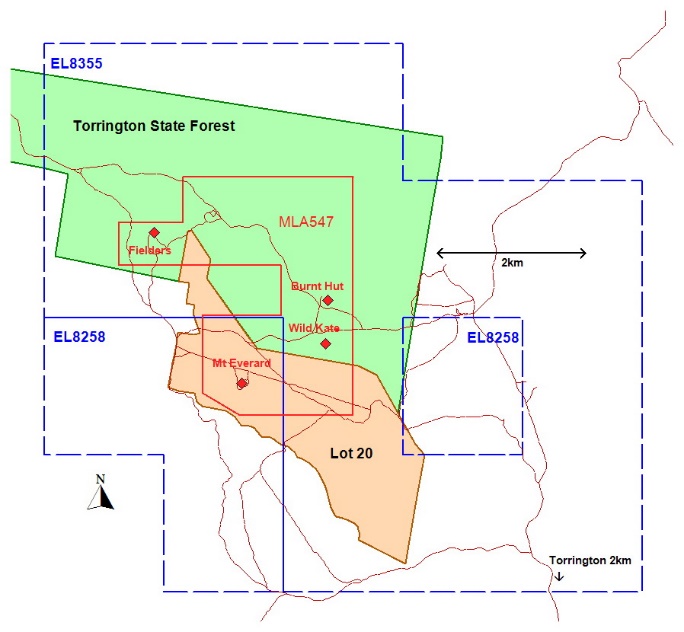
Torrington – MLA547 Location Plan
Rockvale Wolfram Mines operated at Hawkins and Carters Cuts, processing 60,000t of ore for an average recovery of 0.5% WO3. Operations from between 1918 and 1919 yielded 0.59% WO3 from a 9m wide dyke at Carters Cut said to average 2% WO3, giving a recovery of 30% to 40%.
Only sparse records remain for the New Hope Mine which at the time was worked by tributers who selectively mined 2,700t of ore from silexite dykes for a yield greater than 4% WO3.
The collapse of the tungsten market post World War One meant all companies had ceased operations by the end of 1919. After this all production was from fossickers and small parties, largely from 1943 to 1953 before the market collapsed again when 81t of concentrate was produced from the 14 Block Company tailings.
No mining other than from individual claims occurred again at Torrington until 1969 through to 1972 when Abaleen Minerals NL (with Vale) crushed ~250,000t of rock around Carters Workings although according to returns to the Department of Mines only two tonnes of 30% concentrate was produced. This seems at odds with earlier reports from 1970 when they had mined 31,000t for a grade of 0.7% WO3, along with metallurgical testing stating it was possible to produce 68.7% and 69.2% WO3 concentrates after magnetic separation.
Pacific Copper undertook a bulk sampling and a pilot mining programme between 1977 to 1980 and processed ~140,000t of silexite from Burnt Hut, Fielders Hill North, and Wild Kate for 139.5 tonnes concentrate of 71 to 74% WO3. This was only a 0.1% recovery, but sampling of the tailings returned 0.1% WO3. Subsequent bulk testing by Pacific Copper found the silexite bodies tested had an average grade of 0.2% WO3.
Previous mining within the Torrington Project ELs since the 1890s used simple water-based gravity concentration recovery methods involving crushing of the host rock (silexite) followed by (later) magnetic clean-up of the tungsten concentrate. Based on this proven, benign and simple metallurgical process route, the Company viewed the venture as low risk. It also recognised that the process could be tweaked with more modern equipment (especially ore sorting) and the advent of stronger rare earth magnets to clean the product.
| Recorded Historic Torrington WO3 Concentrate production (tonnes) | |||||||||||
| Period | Fielders Hill | Bismuth | Wolfram Hill | Carters | New Hope | Locks | Burnt Hut | Wild Kate | Mt Everard | Misc | |
| To 1911 | 309 | 320 | 15 | 115 | 203 | 15 | 15 | 20 | 99 | ||
| 1912-19 | 318 | 2 | 229 | 82 | 44 | 25 | 173 | ||||
| 1920-38 | 5 | 100 | |||||||||
| 1939-57 | 65 | 22 | 43 | 11.5 | 1 | 1.5 | 139 | ||||
| 1958-76 | 7 | 2 | |||||||||
| 1977-81 | 95 | 9.5 | 40.5 | 0.5 | 10 | 3 | |||||
| Totals | 787 | 344 | 20 | 394 | 308 | 60 | 42 | 40.5 | 30 | 514 | |
(After Creech 1992)
Topaz – historical research:
Topaz which is an alumina-silicate mineral (Al2SiO4(FOH)2) is not routinely mined and processed globally for its potential industrial applications. Presumably this is due to its scarcity and the fact that it contains approximately 20% fluorine (F) in its crystal lattice.
For several years the various NSW geological and mineral resource departments had investigated the Torrington area and concluded that the topaz was a substantial resource by global standards and worthy of exploitation. So, for the purposes of acquiring a Mining Lease, the Company would need to investigate viable, safe industrial uses for the topaz to dispose of it gainfully during tungsten recovery operations. I.e. it may not be permissible to sterilize the topaz by-product without proven reason.
Prior to the Company’s acquisition of the project, Resolve had compiled most of the historic tungsten mining information and followed up on the various topaz research programmes which had been conducted.
Topaz’s industrial mineral potential is:
- As an alumina-silicate suitable as a feedstock for castable ceramics and refractory products.
- Topaz is known to form mullite fibres under certain conditions.
- The ~20% contained fluorine may be an alternative source of fluorine to fluorspar.
- Given its hardness (8 on Mohs Hardness Scale) it can be used in abrasive applications.
Referring to the potential applications above in number order, the following stood out:
- Comprehensive commissioned research conducted by the CSIRO and a later MSc study at the School of Materials Sci. & Eng. UNSW both showed the Torrington topaz to be a perfect replacement for other minerals such as kyanite as a feedstock for castable ceramics and refractory products.
- Commissioned research and post-graduate studies at the UNSW School of Materials Sci. & Eng., concluded that the Torrington topaz, which is virtually pure fluorotopaz, begins to decompose at ~600°C to form mullite whiskers. Normally, mullite will not form below ~1,000°C but this reaction, which occurs in the gas phase, facilitates the formation of single crystal mullite at this unusually low temperature. Further, it facilitates the fabrication of pure mullite whiskers because the contaminant phases are carried off in the excess gas. Suitable additions made based on thermodynamic assessment can also be used to produce other phases, such as single-crystal alumina platelets. This work reached the penultimate stage of the programme, at which point the funding was insufficient to undertake the final stage, which targeted the growth of long, thick, parallel, mullite fibres.
- Studies were undertaken by CSIRO and private companies that resulted in 100% recovery of the Fluorine within topaz as Aluminium fluoride and sodium Silicofluoride.
- Testwork by previous tungsten miners on the topaz concentrate byproduct as an abrasive in shipyards on a commercial scale to sandblast tanker hulls was successful.
These successful studies and research above gave the Company the necessary confidence that the topaz by-product could add value to a tungsten production operation and hence further de-risk the project.
2015 and 2016 Company Metallurgical testwork:
While waiting for the necessary approvals and permits to undertake its drilling programme after acquiring the Torrington tenements in 2015, the Company commissioned a range of desktop, field work and metallurgical testwork studies. This included the design and costed plant flowsheet for the recovery of topaz and tungsten based upon a water-based gravity circuit metallurgical testwork programme on a split 1.3t sample taken from a homogenised minus 25mm crushed three tonne composite silexite sample containing disseminated tungsten mineralisation collected by hand from the Mt Everard workings. (ASX Announcements 28 January 2016, 27 April 2016, 27 July 2016, 19 October 2016, 11 November 2016 and 10 January 2017).
Later work included successful X-Ray ore sorting testwork (ASX Announcement 18 October 2016) and successful bulk air-based gravity circuit metallurgical testwork (ASX Announcement 23 April 2019).
Magnetic clean-up of both wet and dry tungsten concentrate resulted in a +70% W concentrate – which is well above the minimum 62% W required (ASX Announcement 6 September 2016).
Topaz concentrate in both cases was 97% pure with additional purification to plus 99% possible if warranted economically.
Importantly, the testwork and the resultant process flowsheet shows that crushing of silexite to minus 1mm followed by water (or air) based gravity separation and concentration processes followed by magnetic clean-up results in excellent recovery of both Tungsten and Topaz saleable products.
2017 Resource drilling and exploration:
Once Authorisation under its Review of Environmental Factors (REF) was received followed by the other permits and approvals required, the Company commenced a close-spaced 400-hole RC percussion / diamond drill programme within the Wild Kate (predominately) and Mt Everard project areas in January 2017 to increase the reported existing JORC 2012 resources, which formed the basis of the Company’s project acquisition rationale:
Resolve Geo Pty Ltd (Resolve), the vendor had outlined shallow combined Indicated and Inferred JORC 2012 resources of 2,247t WO3 at a contained grade of 0.2% and 198,500t topaz at a contained grade of 17% at the Wild Kate and Mount Everard prospects. The JORC report indicated that there was potential to substantially increase the resources through additional drilling (ASX Announcement 15 April 2015). Under the terms of the acquisition Resolve was contracted to complete an update of the mineral resource utilising a recently flown LiDAR survey to provide an accurate topographic surface and allow delineation of volumes associated with previous mining operations. The updated Indicated and Inferred JORC 2012 resources of 4,965t WO3 at a contained grade of 0.23% (ASX Announcement 12 August 2015).
Although several of the 400 holes drilled by the Company returned wide zones of tungsten mineralisation (ASX Announcements 21 April 2017, 14 July 2017, 21 July 2017, 28 July 2017, 18 August 2017, 13 September 2017 and 11 October 2017) the detailed drilling showed that the tungsten mineralisation was very erratic and discontinuous within the silexite. This information combined with all substantiated historical data was used to generate new resource models for Wild Kate and Mt Everard (ASX Announcement 22 March 2018).
The Resolve JORC 2012 tungsten resources as listed above which had underpinned the Company’s decision to purchase the Project, was based on the previous wide-spaced drilling and the model had apparently (and incorrectly) assumed the disseminated tungsten mineralisation was flat lying and continuous.
What the Company’s detail drilling did prove, was that the silexite (and hence the topaz) was continuous and widespread, which would simplify open cast mining if the Company successfully found markets for the topaz component of the silexite host rock. This in conjunction with ore sorting would be a critical driver to the Torrington Project’s economic future as a tungsten producer.
As above, it is important to note the metallurgical testwork and the resultant process flowsheet shows that crushing of silexite to minus 1mm followed by water (or air) based gravity separation and concentration processes followed by magnetic clean-up results in excellent recovery of both Tungsten and Topaz saleable products.
POTENTIAL TUNGSTEN RESOURCE UPSIDE POTENTIAL:
The Torrington area was renowned for the occurrence of large masses of massive tungsten which were highly sought after by past miners. The largest recovery from one vugh was 35t, of which the largest single tungsten mass was 12.5t (Carne 1911; Smith 1975).
The Company’s drilling (both RC and diamond) did encounter evidence of vertically continuous occurrences of high-grade tungsten mineralisation (ASX Announcement 18 August 2017) which may represent the previously reported mineralised silexite pipe-like ‘feeder’ features and large tungsten masses as above. Specifically, diamond core hole 277 at Wild Kate intersected a blind 25m mineralised zone from 19 to 44m at 0.51% W, or 0.64% WO3 (ASX Announcement 13 September 2017).
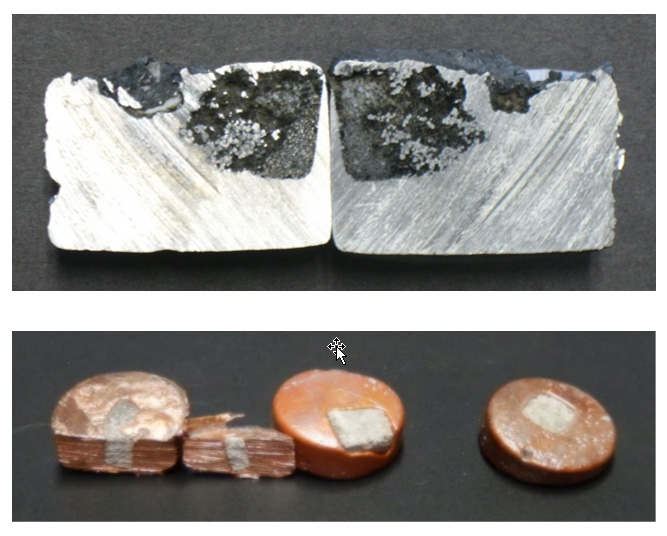
DC Hole 277 core photographs
Note: Core samples shown in the photographs below (and others) that have been retained as specimens and were therefore not been included in the 1m whole core assay data above, i.e. the tungsten content would have been higher had these retained sections been included.

Hole 277C – 25m: Weathered fractured silexite with disseminated tungsten (ferberite) within silexite and on fractures. Metre interval assayed 0.86% WO3.
Hole 277C – 25m: Weathered fractured silexite with disseminated tungsten (ferberite) within silexite and on fractures. Metre interval assayed 0.86% WO3.
Geophysics:
Magnetic susceptibility data from studies on the more massive tungsten mineralisation in the high-grade diamond core as illustrated above indicated that detailed Caesium vapour (or other sensitive) ground and low-level detailed drone magnetic surveys may be able to map out these highgrade pipe-like concentrations of tungsten (ferberite) mineralisation. Wild Kate will be an ideal initial testing ground for this theory given the known location from the Company’s drilling of at least two such ‘blind’ occurrences of this tungsten mineralisation style. If successful, the surveying will be expanded to other mapped silexite areas and then drill tested.
TOPAZ:
Topaz desktop studies and research undertaken by the Company:
There were clearly two markets for the topaz concentrate involving beneficiation. One was as a proven relatively low-value bulk industrial alumina silicate feedstock and abrasive, and the second was a partially proven production of a high-value mullite fibre derivative. Both the abrasive and low-value industrial feedstock markets equate to large-scale mining and processing, whereas production of a high-value mullite fibre derivative if successful would equate to a more attractive small-scale operation.
During the 1970s and 1980s there was private and public company commissioned research undertaken at commercial laboratories in Australia and at the UNSW School of Materials Sci. & Eng. on Torrington topaz.
The Company commissioned third party reviews of all the available previous research data and the conclusion was that there was no need for any further refinement or additional studies into the industrial alumina silicate feedstock for ceramic and castable applications and products, as well as fluorine recovery from the Torrington topaz. However, the production of mullite fibre research was in its infancy, and it is this trajectory the Company would focus on.
Company driven research strategy:
In October 2015 the Company contacted Prof Charles Sorrell of the UNSW School of Materials Sci. & Eng who was involved in several of the previous mullite and fibre studies. A few small research projects were then commissioned by the Company at the UNSW through its 100% subsidiary TopFibre Pty Limited (TopFibre).
UNSW collaborative research project:
In August 2016 TopFibre joined with Prof Sorrell and the UNSW to apply for a collaborative 3-year Federal Government ARC Linkage grant which the Company would co-fund to further the fibre research. The application was successful and came to an end in April 2021.
The prior UNSW work provided an understanding of the requirements for the conversion of mullite whiskers to fibres. However, these fibres were interlocked and so effectively present as a felt. The proposed additional work required the parallel growth of fibres such that they can be mechanically separated. The means to achieve this and other advances would be investigated under the ARC collaborative research and involve:
- Preparation of a template of aligned mullite fibres upon which the mullite fibres from topaz can grow in parallel orientation. This would require demonstration of proof of concept.
- Determination of the conditions required to maintain the gas phase sufficiently long to grow the fibres to the requisite diameter and length. This would require demonstration of proof of concept.
- Determination that the preceding conditions are conducive to the growth of not only parallel fibres of the requisite dimensions but also separable fibres. This would require demonstration of proof of concept.
- Undertaking of the preceding work on bench scale (Stage 1), upscaling this to pilot-plant scale (Stage 2) and developing a design for industrial-scale manufacture (Stage 3).
Topaz mullite fibre research outcomes:
On 24 May 2021, the Company released an ASX update on the collaborative topaz research project undertaken with the University of New South Wales (“UNSW”) which had reached its termination date. The research was undertaken by the Company’s wholly owned subsidiary TopFibre Pty Ltd. as the industry partner and co-funded through an Australian Research Council (ARC) Linkage Grant.
This is a summary of the work completed and the possible future commercial trajectories.
The ARC project proposal was as follows:
The main aim of the project is to develop the means of fabricating single-crystal mullite fibres from Torrington topaz that are suitable for reinforcement of metal and ceramic matrix composites. As single-crystal mullite is the most sought-after fibrous additive but it is not available commercially, it is expected to attract an immediate clientele in laboratories and companies servicing the aviation industry and the military. A secondary commodity, which will utilise all the fluorine by-product, is sodium silicofluoride, which is used widely in water fluoridation. This project will allow the very large deposit of topaz in Torrington, NSW to be used to develop a high-value niche product (fibres) and a large-volume, low-value product (fluoride).
The project work concentrated on the development of single-crystal mullite fibres because this was complex and difficult while the recovery of sodium silicofluoride was relatively straightforward. Further, the work on fibre reinforcement was focussed on metal matrix composites (MMCs) as these represent a much larger market and the processing technology is less complex than for ceramic matrix composites (CMCs). However, it was recognised that there were some significant technical and commercial advantages to the fabrication of MMCs fabricated by metal infiltration of porous compacts. Consequently, the work was supplemented to investigate the feasibility of (a) fabrication of porous mullite preforms and (b) infiltration by promising metal alloys.
This work has resulted in the demonstration of proof-of-concept that Torrington topaz derived mullite-fibre reinforced composites can be processed into MMCs using different alloys suitable for different products. These applications include the automotive, mining, chemical, and military industries. Following this work, a range of commercial trajectories became apparent. In generally matched order of commercial potential and technical simplicity (high to low):
Fibres for Laboratory Development: As single-crystal mullite fibres long have been considered the holy grail of fibre reinforcements but they are not available commercially, there are literally hundreds, if not thousands, of industrial and research laboratories that are potential customers. However, this product would require coarsening of the fibres so that they are not respirable.
Impact and Wear Pads: The transfer of minerals by the mining industry during processing results in high deterioration rates of conveyancing systems. Small MMC tiles with aluminium infiltration, even with some residual porosity, are likely to have considerable commercial potential.
Brake Pads: The replacement of existing braking systems by copper-infiltrated mullite has considerable market potential. The metal must be pure copper owing to its high thermal conductivity. However, these MMCs must be fully dense.
Military Armour: The military industry is an important potential customer as cost is less important than performance. Small MMC tiles with aluminium infiltration are ideal for body, vehicular, and possibly aircraft armour as they are lightweight and have the potential to compete technically and economically with existing armour. It is critical for these to be fully dense.
Catalytic Convertors: Although the Palladium products are established in the automotive industry, this application is attractive because no precious metal is required, thus reducing the price significantly, and the engineering is relatively straightforward as it requires only sufficient gas flow rate. There are many other chemical processes that require catalytic convertors.
Filters: The chemical industries have little choice with high-temperature high-throughput filters. Again, as this product involves only a preform, the engineering would appear to be straightforward. However, early experimentation has shown that it is not easy to engineer a controlled pore size distribution.
It is noted that several of the applications highlighted above will require extensive industry ‘live’ testing.
Although the initial goal included Pilot Plant Design and commercial studies, no work in this area was formalised partly due to COVID-19 restrictions, but also due to lack of suitable equipment availability at the UNSW. Conceptually however, the design, even for full commercial production, is straightforward owing to the present programme’s exposure of the key technical issues that must be overcome.
Synopsis: After receiving final copies of all the research reports from Professor Charles C Sorrell and the UNSW team of researchers involved in the project, the Company and its advisors have decided to seek either a financial or commercial partner to progress the proof-of-concept outcomes with the best commercial application potential. This process is ongoing.
BIBLIOGRAPHY
Brown, R.E., 2006. Inverell Exploration NSW Geophysics – New data for exploration and geological exploration and geological investigations in the northern New England area of New South Wales. Geological Survey of NSW, Quarterly Notes 121.
Brown, S.G., 1991. A Brief Review of the mineral potential of exploration license applications 3781, 3791, 3811, & 3821 (granted as Exploration Licenses 3876-3880), Emmaville-Torrington area. RZM Report No 13/91. GS1992/116.
Carne, J.E., 1912. The Tungsten Mining Industry in NSW. Mineral Resources, Geological Survey of NSW, 15.
Collier, D., 1988. The beneficiation of the Torrington Pendant silexite ore into high grade topaz mineral concentrate. GS 1986/056.
Collett, M.G., 2011. Renewal Justification Statement: EL7453 “Torrington”.
Collett, M.G., 2012. EL 8258 “Torrington”: Appeal of decision to refuse special circumstances renewal, Resolve Geo, Brisbane.
Creech, M., 1981. Prospecting Report, PL’s 4275-4279, 250, 510-515, 603, 604, Torrington area – to August 1985. Pacific Copper Ltd. GS 1981/061.
Creech, M., 1983. Prospecting Report, PL’s 4275-4279, 250, 510-515, 603, 604, Torrington area – to August 1985. Pacific Copper Ltd, and Southland Mining Ltd. GS 1983/060.
Creech, M., 1985. Prospecting Report, PL’s 4275-4279, 250, 510-515, 604, Torrington area – to August 1985. Pacific Copper Ltd. GS 1983/060.
Creech, M., 1986.Prospecting Report, PL’s 4275-4279, 250, 510-515, 604, Torrington area – August 1986. Pacific Copper Ltd. GS 1986/056.
Creech, M., 1988. Description of the topaz resource at Torrington NSW for the Torrington Joint Venture. Pacific Copper Ltd. GS 1986/056. (-to June 1988).
Creech, M., 1989. The Torrington Project, PL’s 250, 510, 515, 603, 604, 1047, 4275-4279, Torrington area – to December 1989. Pacific Copper Ltd. GS 1986/056.
Hansen, G.W., 1969. Interim report on reconnaissance drilling and sampling of eluvial wolframite deposits at Torrington. GS1969/515.
Henley, H.F., & Brown, R.E., 2000. Exploration data package, Clive 1:100 000 sheet area, Volume 1. Geology, Mineral Occurrences, Exploration and Geochemistry. Geological Survey New South Wales. GS 1998/125.
Johnson, D., A., 1981. Six Month Report, Prospecting Licence 4275-4279, for the period to August 5th, 1981. Pacific Copper Ltd. GS1981/061.
Legge, P., 1998. Annual report ML 1159-1161, MPL 242, Australia Wide Industries Ltd. GS 1977/415.
Lishmund, S.R., 1974. The Torrington silexite deposits. Geological Survey of New South Wales, Quarterly Notes 17, 3-6.
Love, J.L., 2005. Exploration license 6290, Annual report for August 2004 – 29 August 2005, Investigation into the topaz bearing tailings from Fielders Hill, Mt Everard, Wild Kate, Hawkins, Abalene and Lockes Wolfram Operations Torrington NSW. GS 2005/379.
McClatchie, L., 1981. Proposed Exploration Programme, Pacific Copper Limited’s Leases, Torrington Roof Pendant. March 1981. GS1981/061.
Mulholland, C. St J., 1943. Torrington tin and wolfram deposits. Geological Survey of New South Wales. GS1943/002.
Plimer, I.R., Lu, J., Foster, D., & Kleeman, J.D., 1995. Ar-Ar dating of multiphase mineralisation associated with the Mole Granite, Australia. Mineral Deposits, Paśava, Kňbek & Žák (eds), 1995 Balkema, Rotterdam.
Pratt, B.T., 1981. Progress report on prospecting licenses 621, and 652, at Torrington NSW 5 Sept 1980 – March 4th 1981, for G. Whitburn Pty Ltd. GS1981/241.
Schaltegger, U., Pettke, T., Audėtat, A., Reusser, E., Heinrich, A., 2005. Magmatic-to-hydrothermal crystallization in the W-Sn mineralized Mole Granite (NSW, Australia). Part 1: Crystallization of zircon and REE-phosphates over three million years – a geochemical and U-Pb geochronological study, Chemical Geology 220(2005) 215-235.
Smith, W.C., 1975. Wolfram-Bismuth-Topaz, Torrington Inlier northern NSW, Broken Hill Proprietary Company Limited. GS1974/518.
Webber, C.R., & Griffin, H.I., 1972. Geological mapping of surface workings at Carters Cut, Lockwoods and Gibbs Cut, Torrington NSW. Geological Survey Report, Geological Survey of NSW. GS1972/041.
TOPFIBRE – GALLERY OF TOPAZ MULLITE FIBRE AND OTHER PRODUCT PHOTOGRAPHS
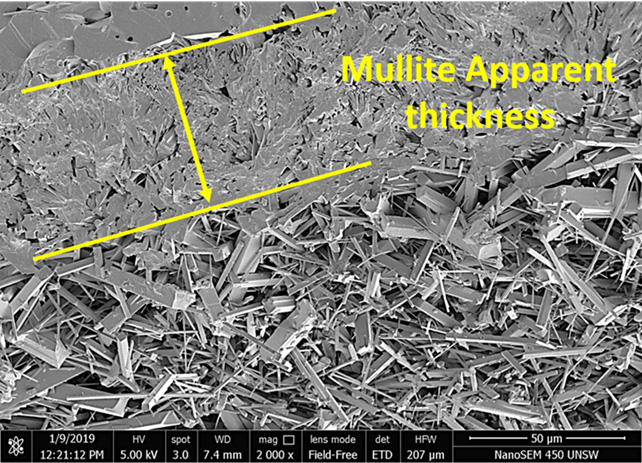
Vapor deposition of free-standing mullite fibres on single crystal mullite templates:
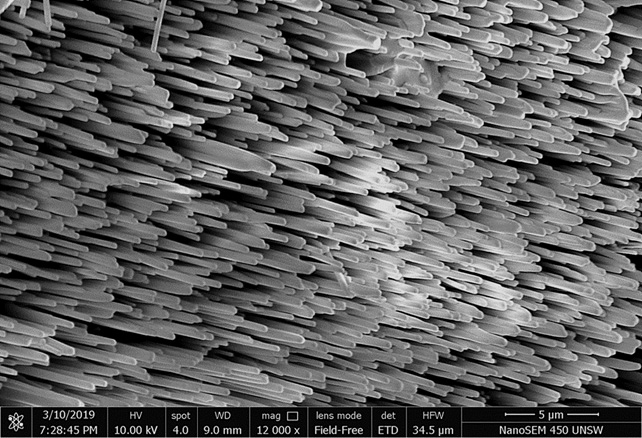
The proof-of-concept of growth of parallel free-standing mullite fibres on the single-crystal mullite template
Morphology of mullite layer obtained via contact deposition:
Unconstrained Mullite Fibre Growth:
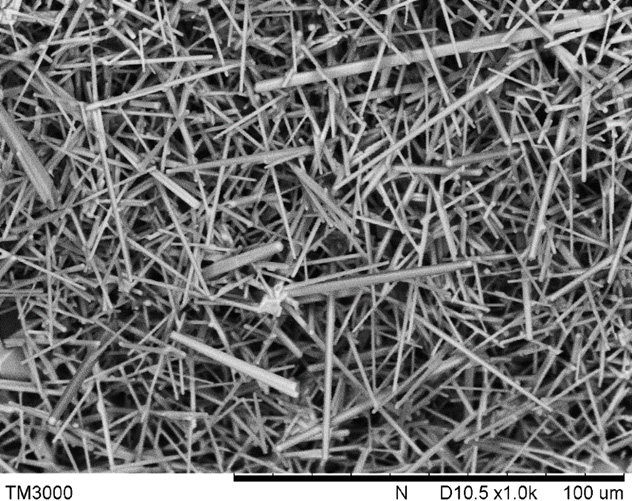
This shows that it may not be required to grow aligned fibres as it may be possible to design the processing so that fully grown fibres can be generated in a felted mass in which the fibres are weakly bonded and hence mechanically separable.
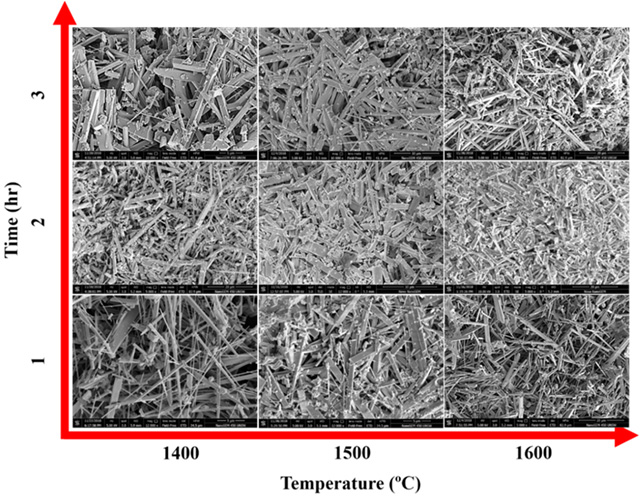
Crushed powder morphologies as function of calcination time and temperature:
Metal-Infiltrated Metal Matrix Composite Fabrication:
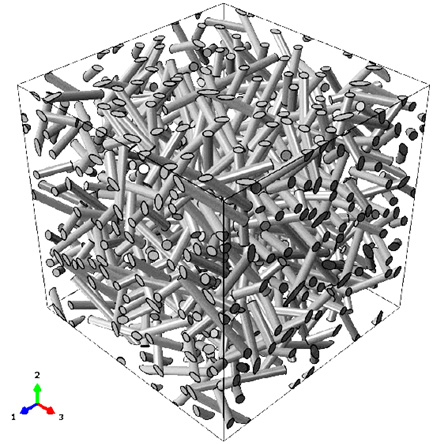
The figure above shows that it is possible to produce continuously interlocked mullite fibre compacts, the bonding of which can be increased by heat treatment. The capacity to produce a rigid single-crystal felted mass presents a unique preform for vacuum infiltration by molten metals. The figure below illustrates a 3D schematic of the outcome of this process.
Mullite preforms exposed to molten Al92Si7Mg1 alloy and Copper (below) reveals partial penetration: